Solid state welding is transforming how manufacturers join materials, yet many still struggle to understand when and why to use it effectively. Misapplied methods can lead to weak joints, high costs, or design limitations. This article breaks down the core principles, processes, and real-world value of solid state welding, while also exploring key welding techniques to help you make smarter engineering decisions and unlock better performance.
What is Solid State Welding?
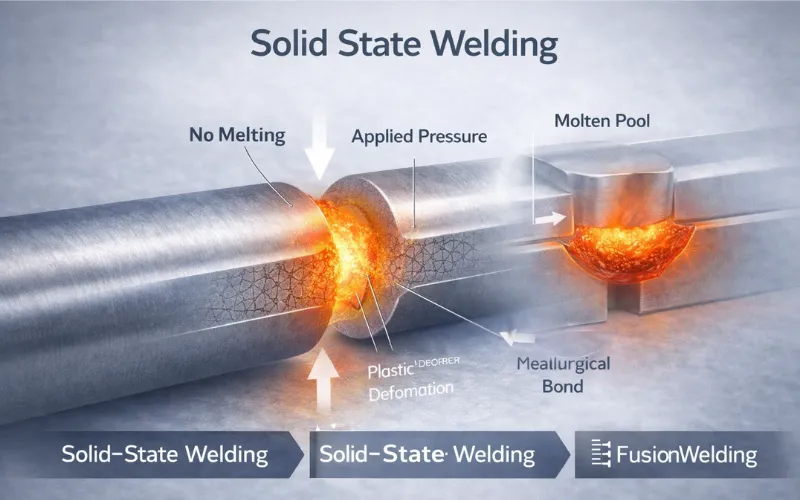
Solid-state welding is a metal joining process in materials engineering and manufacturing where metals are bonded in the solid state without reaching the melting point, using contact pressure with or without heat input, friction, or plastic deformation. The process forms strong metallurgical bonding through atomic diffusion, interfacial bonding, and grain boundary interaction, often requiring oxide layer disruption to ensure proper coalescence. Techniques such as diffusion bonding, friction stir welding, cold welding, and forge welding are widely used in aerospace and automotive manufacturing, offering advantages like improved material integrity, controlled microstructure evolution, and reduced residual stress.
Solid State Welding Process
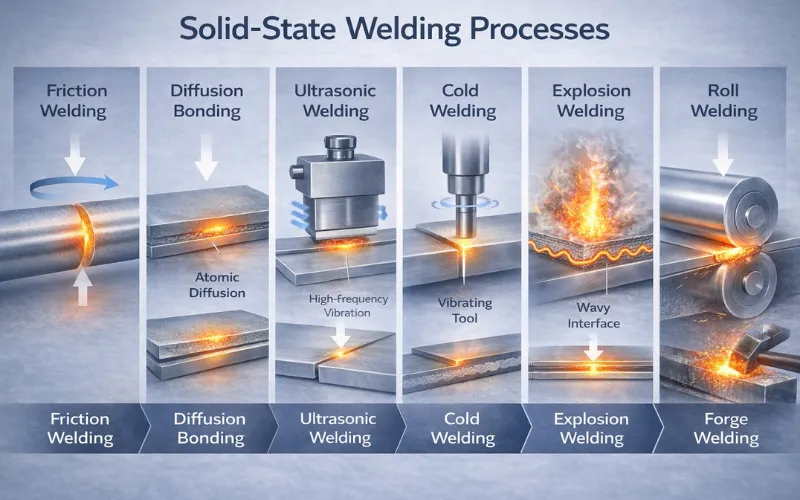
Solid state welding includes a range of processes that join materials without melting, using pressure, motion, or controlled energy to create strong metallurgical bonds. Each method offers unique advantages in terms of strength, precision, and material compatibility, making them suitable for different industrial applications.
Friction Welding (FW)
Friction welding generates heat through relative motion (rotary, linear, stir or orbital) between two components, followed by an upsetting force that forges the joint. Interface temperatures typically reach 800–1,200°C (below melting point), depending on the material, while pressures can range from 50–300 MPa. This controlled environment produces joints with excellent mechanical properties and repeatability. Modern CNC-controlled systems allow precise parameter control, making the process highly reliable in mass production. In addition, FW is highly efficient because it minimizes material waste and often requires little to no post-processing.
- Variants: rotary friction welding, linear friction welding, inertia welding
- Cycle time: often 2–10 seconds per joint
- Joint efficiency: up to 90–100% of base material strength
- Common uses: automotive shafts, aerospace engine parts, oil & gas drilling tools
- Limitation: typically requires at least one component to be rotationally symmetrical
Diffusion Bonding
Diffusion bonding achieves what no other joining process can: a joint with near-base-metal properties across materials that cannot tolerate significant deformation or heat gradients. Temperature, modest pressure, and time — in a vacuum or inert atmosphere — drive bonding through three stages:
- Contact and deformation (minutes): Low pressure causes microscopic surface asperities to yield. Real contact area increases to approximately 50% of the apparent interface area.
- Diffusion (hours): Atoms migrate across the interface. Voids close by diffusion and power-law creep. Interface chemistry becomes continuous.
- Grain growth (completion): Grain boundaries migrate across the original interface. The joint becomes metallurgically indistinguishable from the base material.
Process parameters for titanium alloys (the primary application material) are typically 900–950°C, 1–10 MPa, 1–4 hours in vacuum below 10⁻⁴ mbar. For nickel superalloys: 1,100–1,200°C, 10–20 MPa, 2–6 hours.
Ultrasonic Welding (USW)
Ultrasonic welding uses high-frequency vibrations (typically 20–40 kHz) combined with pressure to create localized friction and bonding. The process occurs in milliseconds, with temperatures remaining relatively low compared to other welding methods. This makes it ideal for sensitive or thin materials. It is also highly energy-efficient and environmentally friendly since it does not require consumables. With the growth of electric vehicles and electronics, ultrasonic welding is becoming a key technology for battery and micro-component assembly.
- Cycle time: <1 second per weld
- Pressure range: 0.1–1 MPa
- No filler materials or shielding gases required
- Common in electronics, medical devices, and EV battery tab welding
- Increasing use in lithium-ion battery manufacturing
- Limitation: limited to thin materials and smaller joint areas
Cold Welding
Cold welding occurs at ambient temperature through the application of very high pressure, typically several hundred MPa, to bring clean metal surfaces into atomic contact. Surface preparation is critical, often requiring vacuum conditions or oxide removal techniques. This method is particularly useful where heat could damage components or alter material properties. Its ability to produce contamination-free joints makes it valuable in high-purity and vacuum applications.
- No heat input means no thermal distortion
- Works best with ductile metals like aluminum, copper, and gold
- Widely used in wire bonding and microelectronics
- Also applied in aerospace for vacuum-sealed systems
- Emerging relevance in nanotechnology and microfabrication
- Limitation: requires extremely clean and smooth surfaces
Explosion Welding
Explosion welding uses controlled explosive energy to accelerate one metal plate toward another at velocities of 200–1,000 m/s, creating a high-pressure impact that bonds the materials. The interface often forms a characteristic wavy pattern, indicating strong metallurgical bonding. This process is highly effective for producing clad materials that combine properties such as strength and corrosion resistance. It is typically performed in open or controlled environments due to safety requirements.
- Capable of joining highly dissimilar metals such as titanium or steel
- Bond strength can exceed base material strength in some cases
- Typically used for large plate surfaces (cladding applications)
- Applications: pressure vessels, heat exchangers, chemical processing equipment
- Modern simulations improve safety, predictability, and process control
- Limitation: requires strict safety controls and specialized facilities
Roll Welding
Roll welding (roll bonding) involves passing metal sheets through rollers under high pressure, typically achieving 20–50% thickness reduction, which promotes bonding through plastic deformation. It can be performed at room temperature (cold roll bonding) or elevated temperatures (hot roll bonding). This process is highly efficient for producing layered materials at scale and is widely used in industries requiring lightweight and multifunctional materials.
- A continuous process will be ideal for large-scale production
- Produces bimetallic or multilayer materials
- Common thickness range: 0.1 mm to several mm sheets
- Applications: heat exchangers, automotive panels, packaging materials
- Increasing use in lightweight composite structures
- Limitation: limited to sheet or plate geometries
Forge Welding
Forge welding involves heating metals to a high temperature (typically 900–1,300°C, depending on the material) and then applying mechanical force (hammering or pressing) to join them. Although traditional, it demonstrates the fundamental principle of solid-state bonding and is still used in specific applications. It remains important in craftsmanship and certain repair scenarios where modern equipment may not be available.
- No melting occurs despite high temperatures
- Requires skilled control of temperature and pressure
- Used in tool making, blacksmithing, and restoration work
- Serves as a foundation for understanding modern solid-state welding
- Still relevant in niche industrial and artisanal applications
- Limitation: less suitable for high-precision or large-scale industrial production
Materials Joined by Solid State Welding
Solid-state welding is highly versatile in terms of material compatibility, especially because it avoids melting-related defects such as segregation, porosity, and cracking. This makes it particularly effective for joining both similar and dissimilar materials, including combinations that are difficult or even impossible to weld using traditional fusion methods. The selection of material depends on factors such as ductility, melting temperature, thermal conductivity, and surface condition.
Aluminum Alloys
Aluminum dominates solid state welding applications because it combines the two properties that make SSW necessary and beneficial: difficulty with fusion welding (hot cracking, porosity, HAZ softening in 2xxx and 7xxx series) and excellent responsiveness to FSW (low tool forces, wide process window, outstanding property retention). The performance advantage is quantified:
| Alloy | FSW UTS Retention | MIG UTS Retention | Practical Implication |
| AA6061-T6 | ~85% | ~55% | Friction stir welding (FSW) preferred for structural |
| AA7075-T6 | ~80% | Often not viable | FSW enables previously unjoinable alloy |
| AA2024-T3 | ~78% | Often not viable | FSW used on spacecraft tanks (NASA) |
| AA5083 | ~92% | ~85% | FSW advantage in fatigue |
Dissimilar Material Combinations
Fusion welding fails with most dissimilar metal combinations for three reasons simultaneously: different melting points cause one material to liquefy while the other is barely warm; different thermal expansion coefficients generate cracking stresses on cooling; and intermetallic compounds (IMCs) form in the liquid state at thicknesses that make joints brittle.
Solid state welding addresses all three. IMCs still form in some SSW processes for dissimilar combinations, but they remain thin and mechanically acceptable:
- Al + Cu (USW, FSW): IMC phases CuAl₂ and Cu₃Al form. Below 2 μm thickness, joints retain adequate ductility. Above 5 μm, brittleness dominates. Heat input control is the critical parameter.
- Al + Steel (FSW): IMC phases Fe₂Al₅ and FeAl₃ form. The 5 μm threshold is critical. Tool offset toward the steel side reduces IMC layer thickness.
- Ti + Steel (Diffusion bonding with Cu interlayer): Direct bonding produces unacceptable TiC and Fe₂Ti phases. A copper interlayer prevents direct contact and enables a viable bond with near-base-metal properties on both sides.
Non-Metallic and Hybrid Materials
Certain solid state processes, particularly ultrasonic welding and diffusion bonding, can also join non-metallic or hybrid materials. This expands their application into emerging technologies and precision manufacturing.
- Thermoplastics: widely joined using ultrasonic welding in packaging and medical devices
- Metal-to-polymer joints: used in electronics and lightweight assemblies
- Ceramics: joined via diffusion bonding in high-temperature and wear-resistant applications
- Composites: increasingly used in aerospace and automotive sectors
What are The Applications of Solid State Welding?
Solid state welding is widely adopted across industries that require high-strength, defect-free joints and the ability to combine advanced or dissimilar materials. Its precision, efficiency, and superior mechanical performance make it essential in modern manufacturing environments.
Automotive Industry
Solid state welding plays a critical role in lightweight vehicle design and high-volume production. Processes like friction welding and friction stir welding are commonly used to improve fuel efficiency and structural integrity.
- Used for drivetrain components such as axles, shafts, and gears
- Enables aluminum–steel joining for lightweight body structures
- Applied in EV battery trays and electrical connectors (ultrasonic welding)
- Improves fatigue resistance and reduces material waste in mass production
Aerospace Industry
In aerospace, where performance and reliability are critical, solid state welding is preferred for its ability to produce high-integrity joints with minimal defects. It is especially useful for high-strength and heat-resistant materials.
- Used in aircraft fuselage panels and wing structures (FSW)
- Diffusion bonding for titanium components and complex geometries
- Joins superalloys in jet engines and turbine parts
- Reduces weight while maintaining strength and durability
Electronics and Electrical Industry
Precision and low thermal impact make solid-state welding ideal for electronics manufacturing, where components are small and sensitive to heat. Ultrasonic and cold welding are commonly applied in this field.
- Battery tab welding in lithium-ion batteries
- Wire bonding in semiconductors and microelectronics
- Copper–aluminum connections in power systems
- Ensures high electrical conductivity and minimal damage to components
Oil and Gas Industry
Solid state welding is widely used in harsh environments where components must withstand high pressure, corrosion, and fatigue. Friction welding is particularly valuable for producing durable tubular and drilling components.
- Manufacturing of drill pipes, rods, and valves
- High-strength joints for offshore and subsea equipment
- Resistance to corrosion and extreme operating conditions
- Reduces failure rates in critical infrastructure
Railway and Shipbuilding Industry
Large-scale structures in rail and marine applications benefit from solid-state welding due to its ability to join thick sections with minimal distortion. Friction stir welding is especially prominent in these sectors.
- Welding of railcar bodies and aluminum panels
- Ship hull structures and deck panels
- Long, continuous welds with consistent quality
- Reduced residual stress compared to fusion welding
Energy and Power Generation
Solid state welding is essential in energy systems where efficiency and reliability are crucial, especially in high-temperature or high-pressure environments.
- Heat exchangers and boilers (diffusion bonding, roll bonding)
- Nuclear reactor components requiring defect-free joints
- Wind turbine components and structural parts
- Enables multi-material designs for improved energy efficiency
Medical Devices
The medical industry benefits from the precision and cleanliness of solid-state welding processes, especially where contamination must be avoided. Ultrasonic welding is widely used for both metals and plastics.
- Surgical instruments and device assemblies
- Implantable devices requiring high reliability
- Plastic component sealing in disposable medical products
- Ensures biocompatibility and consistent quality

Advantages of Solid State Welding
Solid state welding offers a range of performance and manufacturing benefits by eliminating the need for melting during the joining process. This not only improves joint quality but also enhances efficiency, material compatibility, and overall production reliability across industries.
- High joint strength and integrity: Achieves up to 90–100% of base material strength, with improved fatigue resistance and a refined microstructure
- No melting-related defects: Eliminates common issues such as porosity, solidification cracking, and shrinkage defects
- Ability to join dissimilar materials: Enables combinations like aluminum–steel or copper–aluminum with reduced risk of brittle intermetallics
- Low thermal distortion and residual stress: Minimizes warping and dimensional changes, making it ideal for precision components
- Energy-efficient process: Requires less energy than fusion welding, with faster cycle times in processes like friction and ultrasonic welding
- Environmentally friendly: No need for filler materials, flux, or shielding gases in many cases; produces minimal fumes and waste
- High repeatability and automation compatibility: Suitable for CNC and robotic systems, ensuring consistent quality in mass production
- Supports advanced manufacturing: Enables microjoining, complex geometries, and integration with additive manufacturing technologies
Conclusion
Solid state welding stands out as a highly advanced joining technology that delivers superior strength, precision, and material versatility without the drawbacks of melting-based processes. From understanding its core principles and types to exploring materials and real-world applications, it is clear that this method plays a critical role in modern manufacturing. As industries continue to demand lighter, stronger, and more efficient products, solid state welding offers a reliable solution for achieving high-performance, defect-free joints across a wide range of engineering challenges.
FAQs
No. Resistance welding is not solid state welding because it forms joints by melting the material at the interface, whereas solid state welding joins materials without melting.
Yes. Friction stir, magnetic pulse, and explosion welding can successfully manage the intermetallic challenge when parameters are tightly controlled.
Friction Stir Welding currently offers the best combination of versatility, performance, and industrial maturity for many applications.