Automotive welding directly affects vehicle safety and durability, yet many struggle to understand which processes to use or why results fail. Poor weld selection can lead to weak joints, costly rework, or production delays. This guide simplifies automotive welding by breaking down key methods, applications, and decision factors, while also exploring modern welding techniques in automotive manufacturing, helping you make smarter, more reliable choices as you read on.
What is Automotive Welding?
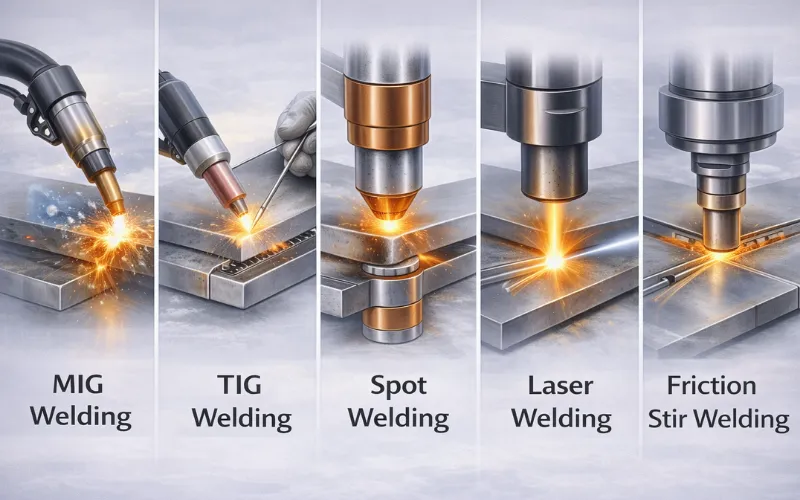
Automotive welding is a core process in the automotive industry that applies metal fabrication and joining techniques to assemble vehicle components like body panels, chassis, and frames. It uses key welding processes such as MIG welding, TIG welding, spot welding, and laser welding, often supported by robotic welding systems. These methods work with high-strength steel and aluminum alloys, requiring control of heat input and heat-affected zones (HAZ) to ensure weld strength and durability. Automotive welding is essential for structural integrity and crash safety, following ISO welding standards and non-destructive testing (NDT) to maintain quality and safety.
Read more: Top 5 Methods to Master Welding Sheet Metal

How Does Automotive Welding Work?
Understanding the process in detail is essential for controlling quality and performance.
MIG Welding (GMAW)
MIG, or Gas Metal Arc Welding, is the foundational process of automotive collision repair. A continuously fed wire electrode creates an arc against the base metal while shielding gas (typically 75% Argon / 25% CO2 for steel) protects the molten weld pool from atmospheric contamination. The process is fast, adaptable to multiple joint types, and operable across a range of skill levels.
What makes MIG distinct in automotive applications is the precision required on thin-gauge material. Most automotive body panels run 18–22 gauge. At that thickness, the difference between a correct weld and burn-through is a parameter adjustment most non-automotive welders would consider minor. Some of its critical specifications:
- Wire: ER70S-6 for mild steel and HSS — its higher silicon content tolerates surface contamination better than ER70S-3
- Diameter: 0.023″ for 20–22 gauge; 0.030″ for 16–18 gauge
- Technique: Stitch welding (weld 1 inch, skip 2 inches, allow cooling) on thin panels; continuous beads accumulate heat faster than thin sheet metal can dissipate it, producing warping that is as labor-intensive to correct as the original weld
TIG Welding (GTAW)
TIG, or Gas Tungsten Arc Welding, uses a non-consumable tungsten electrode and a separately fed filler rod, with the welder controlling heat input via a foot pedal. It is the slowest arc welding process and the most demanding on operator skill. It is also the only arc process capable of producing consistently high-quality welds on aluminum. In automotive repair, TIG is the correct choice for:
- Aluminum panels, frames, and structural components (AC current is required to break the oxide layer — aluminum’s oxide melts at 2,037°C while the base metal melts at 660°C, meaning the oxide must be actively disrupted for fusion to occur)
- Stainless steel exhaust fabrication and repair (DC current; back purging prevents root-side oxidation)
- Roll cage fabrication and any application where weld appearance and integrity are simultaneously required
As vehicle aluminum content increases, driven by lightweighting programs and EV platform architecture, TIG proficiency is transitioning from a specialty skill to a baseline professional requirement
Resistance Spot Welding
Resistance spot welding is the most widely used process in automotive manufacturing, especially in BIW (body-in-white) assembly. Key technical considerations and industry practices include:
- Welding current, weld time, and electrode force must be precisely controlled to ensure consistent nugget formation
- Advanced high-strength steels (AHSS) require tighter parameter control to prevent cracking and brittleness
- Electrode wear and coating layers (such as galvanized steel) can affect weld quality and maintenance frequency
- Modern systems use adaptive control and real-time monitoring to adjust welding parameters automatically
- AI-driven quality inspection is increasingly used to detect weak welds and ensure production consistency
Note: In collision repair, Squeeze-Type Resistance Spot Welding (STRSW) is the approved shop-level equivalent. Many OEM repair procedures now mandate STRSW specifically for structural panel replacement — MIG plug welds are not an acceptable substitute where STRSW is specified in the procedure.
Laser Welding
Laser welding is becoming a critical technology in automotive manufacturing due to its ability to produce highly precise welds with minimal heat input. By using a concentrated laser beam, this process creates deep, narrow weld seams that significantly reduce distortion and improve dimensional accuracy. This makes it especially valuable for applications requiring tight tolerances and high structural performance. Key insights and practical considerations include:
- Produces a very small heat-affected zone (HAZ), reducing the risk of material distortion
- Enables high-speed welding with excellent repeatability in automated systems
- Requires precise joint fit-up and alignment, as gaps can reduce weld quality
- Sensitive to surface conditions, especially when welding reflective materials like aluminum
- Hybrid laser-arc welding is emerging to improve gap tolerance and process flexibility
- Integration with sensors and real-time monitoring enhances quality control in mass production
Friction Stir Welding
Friction Stir Welding (FSW) is an advanced joining process that differs significantly from traditional welding methods because it does not involve melting the material. Instead, a rotating tool generates frictional heat and mechanically stirs the material at the joint interface, forming a strong bond in the solid state. This approach eliminates many of the common defects associated with fusion welding. Key advantages and automotive applications include:
- Eliminates melting, reducing defects such as porosity and solidification cracking
- Produces high-strength joints with refined microstructures and improved fatigue performance
- Enables reliable joining of dissimilar materials in advanced vehicle designs
- Commonly used in aluminum chassis components and subframes
- Applied in EV battery enclosures requiring strong, lightweight, and thermally stable joints
- Supports lightweight structural components critical for fuel efficiency and EV range
- Emerging robotic FSW systems allow application on more complex geometries
What Materials are Used in Automotive Welding?
Selecting the right materials and welding processes is essential in automotive manufacturing to ensure strength, safety, and efficiency. The following table outlines common materials, their properties, and suitable welding methods.
| Strength Range | Common Applications | Preferred Process | Note | |
| Mild Steel | <270 MPa | Non-structural panels, brackets | MIG, TIG, Spot | Most forgiving to weld |
| High-Strength Steel (HSS) | 270–550 MPa | Structural reinforcement, floor pans | MIG, STRSW | Monitor heat input |
| Advanced HSS (AHSS) | 550–980 MPa | Safety cage, pillars, sills | Laser, STRSW, precision MIG | HAZ sensitivity critical |
| Ultra HSS / Boron Steel | >980 MPa | B-pillar, door intrusion beams | Laser (OEM manufacturing only) | Most grades: replace, do not repair |
| Aluminum (5xxx/6xxx) | 150–350 MPa | Hoods, doors, EV frames | TIG (AC), MIG + spool gun, FSW | Oxide removal essential |
| Galvanized Steel | Varies | Outer body panels | MIG (modified technique) | Zinc fumes; grind coating in weld zone |
| Stainless Steel | 515–860 MPa | Exhaust systems | TIG with back purge | Prevents root oxidation |
Note: The most consequential material decision in modern automotive repair is recognizing ultra-high-strength steel (UHSS) and boron steel components. Boron steel (such as 22MnB5, used extensively in B-pillars and door intrusion beams) achieves tensile strengths above 1,500 MPa through press hardening, which creates a martensitic microstructure. Applying welding heat above the material’s tempering threshold reverts that martensite toward softer ferrite and pearlite structures, reducing strength by 30–70% in the Heat-Affected Zone.
Equipment and Tools for Automotive Welding
Essential repair shop equipment, in order of operational priority:
- MIG Welder (200–250A): Variable voltage and wire feed speed control; minimum 200A for structural repair work on HSS. The workhorse of automotive collision repair.
- TIG Welder (AC/DC, 200A+): AC capability required for aluminum; foot-pedal amperage control for precision work. Increasingly essential as the aluminum content rises.
- Squeeze-Type Resistance Spot Welder (STRSW): OEM-rated clamping force and adjustable parameters. Cannot be substituted with MIG plug welds where STRSW is specified in an OEM procedure.
- Plasma Cutter (40A+): Clean panel removal and material preparation without introducing heat distortion that grinding can create.
- Auto-Darkening Welding Helmet: ANSI Z87.1 certified; minimum shade #10 for MIG and TIG work. Reaction time ≤1/25,000 second.
- Complete PPE Set: Leather welding gloves, FR-rated jacket, leather boots and all of them have to meet the OSHA 29 CFR 1910.252 requirements.
- Angle Grinder with appropriate discs: Surface preparation and post-weld finishing; flap discs for blending, cutting discs for material work.
- Weld-Through Primer: Zinc-based formula applied to mating surfaces before closing overlapping joints, restores corrosion protection at the weld interface that would otherwise be lost.
The STRSW gun deserves particular emphasis. Many collision repair shops delay this investment and substitute MIG plug welds for panel replacement work. This practice is non-compliant with an increasing number of OEM repair procedures and exposes both the vehicle owner and the repair facility to structural and legal risk.

Automotive Welding in Manufacturing vs Repair
The same quality standard applies in both environments. The method of achieving it differs in almost every other respect.
| Factor | OEM Manufacturing | Collision Repair |
| Scale | Thousands of identical welds per shift | One-off, vehicle-specific operations |
| Automation | 90%+ robotic | Predominantly manual |
| Primary processes | Spot welding, laser, robotic MIG | Manual MIG, STRSW, TIG |
| Standards reference | OEM internal manufacturing specs | OEM repair procedures, I-CAR |
| Joint preparation | CNC-precision stamped and fixtured | Hand-prepared, damage-dependent |
| Quality assurance | Automated in-line inspection + SPC | Visual inspection + manual verification |
| Operator role | Robotics/process engineer | Certified welding technician |
This distinction is crucial because applying manufacturing techniques directly to repair scenarios, or vice versa, can lead to poor weld quality or structural issues. Choosing the right approach ensures both efficiency in production and safety in real-world vehicle use.
Safety Standards and Certifications for Automotive Welding
Automotive welding simultaneously generates UV radiation, toxic fumes, extreme heat, electrical hazards, and fire risk. Each requires a specific control — not general awareness, but specific engineering or administrative response.
| Hazard | Risk | Required Control |
| General welding fumes | Respiratory damage | Local exhaust ventilation, N95 minimum |
| Zinc fumes (galvanized steel) | Metal fume fever | P100 or PAPR respirator, grind zinc from weld zone |
| UV arc radiation | Arc eye, skin burns | Auto-darkening helmet (shade #10+), FR clothing |
| Electrical hazard | Electrocution | P100 or PAPR respirator, grind zinc from the weld zone |
| Fire risk | Property damage, injury | 35-foot combustible-free zone, 30-minute fire watch |
Some professional certifications for automotive welding:
- AWS Certified Welder (CW): Validates welding performance to specific AWS codes; foundational credential across all professional welding contexts
- AWS Certified Welding Inspector (CWI): Authorizes weld quality inspection and verification against engineering specifications
- I-CAR Welding Certification: Automotive collision repair specific; required by most OEM repair network programs as a prerequisite for brand authorization
- ASE Certification (B2/B3): Automotive body repair; validates broader technical competence including welding-related operations
- OEM Network Certifications: Brand-specific programs (Honda ProFirst, Ford Certified Collision, Tesla Approved Body Shop) that mandate I-CAR welding certification and specific equipment compliance
Conclusion
Automotive welding is a fundamental process that directly impacts vehicle safety, durability, and performance, from highly automated manufacturing lines to precision-driven repair work. By understanding the key welding methods, their applications, and the differences between production and repair environments, professionals can select the right techniques to ensure quality and reliability. As the industry shifts toward lightweight materials and electric vehicles, advancing welding technologies will play an even greater role in delivering stronger, more efficient, and future-ready automotive solutions.
FAQs
Welding ensures the structural strength, safety, and durability of vehicle components. It is essential for joining metal parts reliably in both mass production and repair, directly affecting performance and crashworthiness.
Resistance spot welding is the most widely used method due to its speed, efficiency, and suitability for sheet metal assembly.
MIG welders for general use, TIG welders for precision, and spot welders for body panels are the most common. Basic tools like grinders, clamps, and welding helmets are also essential.
Choose heat-resistant leather gloves with good flexibility, Kevlar stitching, and extended cuffs. They should provide both protection and control in high-heat, tight spaces.