Friction welding is often misunderstood, leading to weak joints, material limits, and costly production errors. Many manufacturers still rely on outdated methods that can’t deliver consistent strength or efficiency. In this article, we will cut through the confusion, giving you a clear, practical understanding of how this solid-state welding process works and when to use it. By the end, you’ll know exactly how to make smarter, more reliable welding decisions.
What is Friction Welding?
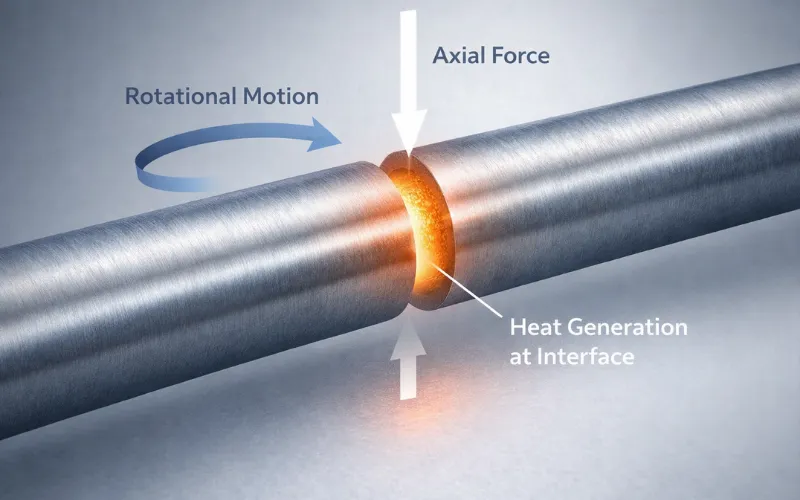
Friction welding is a solid-state welding process used for joining materials, particularly metals and thermoplastics, by generating interfacial heat through mechanical friction. This process involves rotational or linear motion, where rotational speed and axial force (pressure) create sufficient heat to cause plastic deformation at the interface. Unlike fusion welding, friction welding does not reach the melting point, meaning the base materials remain in a solid state. The combination of heat generation and applied pressure results in a high-strength metallurgical bond with minimal defects. This technique is widely used in aerospace, automotive, and manufacturing industries due to its energy efficiency and ability to join dissimilar materials.
How Does Friction Welding Work?
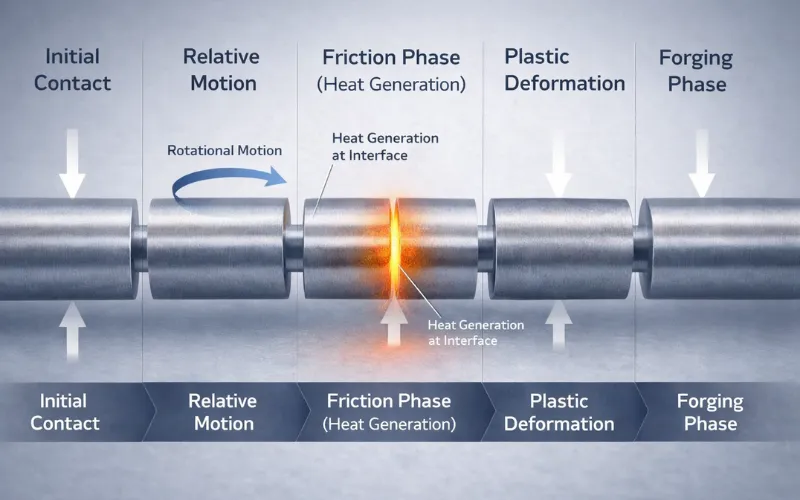
Every friction welding process, regardless of variant, follows the same thermomechanical sequence. Understanding this sequence is the foundation for understanding why friction welds perform the way they do.
Initial Contact
Initial contact is the setup phase where the two workpieces are brought together under controlled, low axial pressure before any motion begins. Although no heat is generated at this stage, it is critical for ensuring uniform contact and alignment, which directly affects how heat will be distributed later in the process. Any error here will impact all subsequent phases.
- Workpieces are securely clamped using precision fixtures to prevent movement or vibration
- A low, controlled axial force ensures full surface contact without premature deformation
- Surfaces must be clean, flat, and free from oil, rust, oxide layers, or machining debris
- Surface roughness should be controlled — too rough reduces contact area, too smooth may trap contaminants
- Misalignment at this stage can lead to uneven heating, asymmetric flash, and weak joints
In industrial practice, surface preparation (machining, cleaning, brushing) is standardized because it has a direct impact on weld consistency and repeatability.
Relative Motion
Relative motion is the phase where one workpiece begins moving against the other, typically through controlled rotation or oscillation. This movement generates friction at the interface and initiates heat buildup. The consistency and stability of this motion are critical, as they directly influence how uniformly heat is generated and how well the materials will bond in later stages.
- One component rotates (rotary welding) or oscillates (linear welding) while the other remains fixed
- Rotational speed or oscillation frequency is selected based on material type, diameter, and thermal conductivity
- Contact pressure is kept at a moderate level to allow controlled and gradual heat generation
- Motion must be precisely aligned and free from vibration or runout to ensure even contact
- Friction develops uniformly across the entire interface, avoiding localized overheating
- Machine systems continuously monitor torque, speed, and stability to maintain process consistency
- The duration of this phase is carefully controlled to ensure sufficient but not excessive heat buildup
In industrial applications, motion parameters are precisely calibrated because they directly affect heat generation efficiency, weld consistency, and material behavior in later stages.
Friction Phase (Heat Generation)
The friction phase is where continuous motion and axial pressure combine to generate heat at the interface. The temperature rises to a level where the material softens and becomes plastically deformable, but without reaching the melting point. This is the key advantage of friction welding as a solid-state process.
- Axial pressure is gradually increased to intensify frictional heat generation
- Heat is highly concentrated at the interface, minimizing thermal impact on the surrounding material
- Temperature typically reaches 60–90% of the material’s melting point
- A thin layer at the interface becomes soft, ductile, and capable of plastic flow
- Heat generation is influenced by speed, pressure, contact area, and material properties
- The process avoids melting, eliminating risks of porosity, shrinkage, and solidification cracking
- Material softening begins to cause slight axial shortening (burn-off)
In practice, this phase is closely monitored (via torque, displacement, or temperature signals) to ensure sufficient heat is generated without overheating, which could damage material properties.
Plastic Deformation
Plastic deformation occurs when the material at the interface becomes fully softened and begins to flow under axial pressure. This phase is essential for cleaning the interface and ensuring direct metal-to-metal contact, which is required for strong metallurgical bonding.
- Softened material is extruded outward from the interface, forming a ring known as flash
- Surface oxides, contaminants, and impurities are physically expelled from the weld zone
- Fresh, clean metal surfaces are brought into intimate contact under pressure
- Material flow enhances microscopic contact and atomic interaction between surfaces
- Deformation occurs in a controlled and symmetrical manner when alignment is correct
- Grain refinement may occur due to intense plastic deformation and dynamic recrystallization
- Axial shortening increases, indicating sufficient material displacement
In production, the amount of material displaced (burn-off length) is used as a critical quality indicator, helping ensure consistent and defect-free welds.
Forging Phase
The forging (or upset) phase is the final stage of the friction welding process, where relative motion stops, and axial pressure is significantly increased to consolidate the joint. This phase transforms the softened interface into a solid, high-strength metallurgical bond.
- Relative motion is stopped instantly to end heat generation
- Axial pressure is rapidly increased to a high forging force
- Plasticized material is compressed to eliminate voids, gaps, and internal defects
- Fresh metal surfaces are forced into full contact at both macro and micro levels
- Atomic diffusion occurs across the interface, forming a continuous solid bond
- The joint is held under pressure during initial cooling to stabilize the structure
- Final axial displacement is achieved, completing the weld cycle
In industrial settings, forging force and timing are tightly controlled because they directly influence joint strength, grain structure, and long-term performance.
Types of Friction Welding
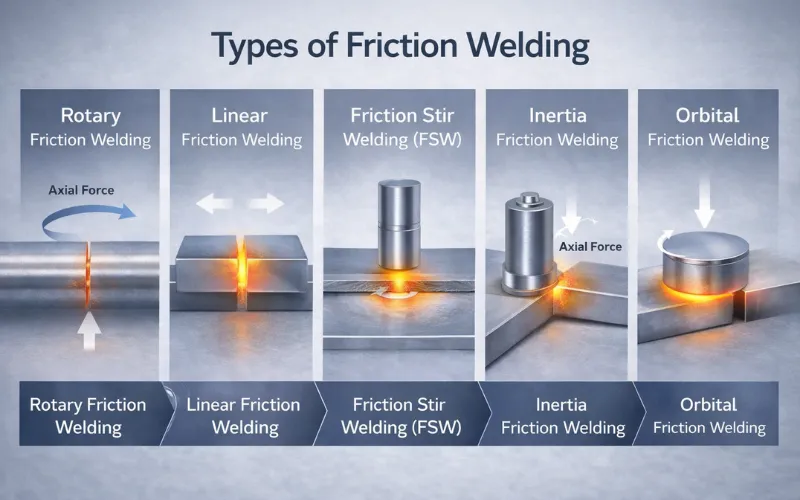
Friction welding is not a single process but a group of related techniques, each designed for specific applications, materials, and geometries. The main difference between these types lies in how relative motion is generated and controlled. Choosing the right type is critical for achieving optimal weld quality, efficiency, and cost-effectiveness.
Rotary Friction Welding (RFW)
Rotary friction welding is the most widely used method, where one workpiece rotates against another under axial pressure. It is highly efficient and ideal for cylindrical or axisymmetric components, making it a standard choice in high-volume manufacturing.
- One component rotates at a controlled speed, while the other remains stationary
- Friction at the interface generates heat until the material reaches a plastic (non-molten) state
- Rotation stops abruptly, followed by high forging pressure to complete the weld
- Can operate in continuous drive (motor-driven) or inertia (flywheel-driven) systems
- Offers short cycle times and high repeatability, ideal for automation
- Compatible with a wide range of materials, including carbon steel, stainless steel, aluminum, and copper alloys
- Produces consistent flash formation, which can be used as a quality indicator
Note: Best suited for round parts (shafts, rods, tubes) and mass production environments, where speed, consistency, and cost efficiency are critical. However, it is limited to components that can rotate.
Linear Friction Welding (LFW)
Linear friction welding uses a high-frequency back-and-forth motion instead of rotation. This allows it to weld non-axisymmetric and complex geometries, making it particularly valuable in advanced engineering industries.
- One workpiece oscillates laterally at high frequency, while the other remains fixed
- Frictional heat is generated through rapid reciprocating motion under pressure
- Once sufficient heat is generated, motion stops, and forging pressure is applied
- Requires precise control of frequency, amplitude, pressure, and time
- Produces fine, refined grain structures due to intense plastic deformation
- Suitable for high-performance materials such as titanium, nickel alloys, and superalloys
- Commonly used for critical components requiring high fatigue strength
Note: Ideal for complex shapes and high-value components, especially in aerospace (such as blisks). It offers superior mechanical properties but requires expensive equipment and precise control systems.
Friction Stir Welding (FSW)
Friction stir welding is a unique solid-state process that uses a rotating tool instead of direct friction between two workpieces. It is widely used for joining sheets and plates, especially in lightweight structures.
- A non-consumable rotating tool (pin + shoulder) is inserted into the joint line
- Tool rotation generates heat and softens the material without melting it
- The tool mechanically stirs and forges the material together, forming a continuous weld
- Produces a uniform microstructure with minimal defects
- Requires rigid clamping and precise tool path control
- Works best with low-melting-point materials, especially aluminum and magnesium alloys
- Minimizes distortion, residual stress, and post-weld rework
Note: Best choice for sheet metal and structural panels, particularly in automotive, aerospace, and shipbuilding. It delivers excellent weld quality and low distortion, but is less suitable for very thick sections or hard materials.
Inertia Friction Welding (IFW)
Inertia friction welding is a variation of rotary welding that uses stored kinetic energy from a rotating flywheel. Instead of continuous motor drive, the process relies on controlled energy release.
- A flywheel is accelerated to a predetermined speed before contact
- The rotating mass is brought into contact with the stationary workpiece
- Stored kinetic energy is converted into frictional heat at the interface
- Rotation gradually slows as energy is dissipated
- A final forging force is applied to complete the weld
- Provides precise and repeatable energy input, improving consistency
- Particularly effective for high-strength and safety-critical components
Note: Offers excellent control over heat input, making it ideal for aerospace, automotive, and defense applications. However, it is less flexible than continuous systems when varying process parameters.
Orbital Friction Welding
Orbital friction welding uses a small circular (orbital) motion rather than full rotation. This enables the welding of parts that cannot rotate continuously or have more complex shapes.
- One component moves in a controlled orbital path relative to the other
- Friction is generated across the interface without requiring full rotation
- Heat distribution is more uniform across irregular or non-symmetric surfaces
- Followed by a forging phase to consolidate the joint
- Useful when part geometry restricts rotation
- Requires specialized equipment and precise control
Note: Suitable for specialized or constrained applications, especially where traditional rotation is not feasible. It is less common but valuable for complex geometries.
Advantages and Disadvantages of Friction Welding
Friction welding is widely used in industries such as automotive, aerospace, and heavy manufacturing due to its ability to produce strong, high-quality joints without melting the base materials. However, like any manufacturing process, it comes with both strengths and limitations. Understanding these helps engineers and manufacturers decide when friction welding is the right choice.
Advantages of Friction Welding
Friction welding offers several technical and economic benefits, especially for high-volume and high-performance applications where consistency and joint strength are critical.
- High joint strength and reliability: Produce strong, defect-free joints with mechanical properties often equal to or better than the base material
- Solid-state process (no melting involved): Eliminates common fusion welding defects such as porosity, solidification cracking, and shrinkage
- Ability to join dissimilar materials: Can successfully weld combinations like steel to aluminum or copper to aluminum, which are difficult with traditional welding methods
- Minimal heat-affected zone (HAZ): Heat is localized at the interface, reducing distortion, residual stress, and changes in material properties
- No need for filler materials, flux, or shielding gas: Reduces consumable costs and simplifies the process
- High process repeatability and automation capability: Easily integrated into automated production lines for consistent quality in mass production
- Fast welding cycle time: Suitable for high-throughput manufacturing with short cycle times and high efficiency
- Environmentally friendly process: Produces no fumes, sparks, or harmful radiation, making it safer and cleaner than many fusion welding techniques
Overall, friction welding is ideal for applications requiring high strength, precision, and repeatability, especially in large-scale production environments.
Disadvantages of Friction Welding
Despite its advantages, friction welding also has limitations that may restrict its use depending on the application, geometry, or production requirements.
- Limited to specific joint geometries: Best suited for axisymmetric or simple contact shapes (like rods, tubes); complex geometries are difficult to weld
- High initial equipment cost: Requires specialized machines with precise control systems, leading to significant upfront investment
- Material loss due to flash formation: Plastic deformation causes excess material (flash) that may require post-processing or machining
- Not suitable for all material combinations: Some materials with very different thermal or mechanical properties may be difficult to weld effectively
- Requires precise parameter control: Welding quality depends heavily on accurate control of speed, pressure, and time
- Additional machining may be needed: Surfaces often require preparation before welding and finishing after welding
- Size and shape limitations: Large or irregularly shaped components may not fit standard friction welding machines
In practice, these limitations mean friction welding is most effective when part geometry is simple, production volume is high, and process parameters can be tightly controlled.
Joint Design and Quality Considerations
Friction welding demands a different design mindset than traditional fusion processes, with geometry, material behavior, and process mechanics all playing a critical role. Careful consideration of these factors early in the design phase helps ensure consistent weld quality and performance.
Designing for Friction Welding
Effective joint design for friction welding requires accounting for several process-specific factors that differ from fusion welding design practice:
- Burn-off allowance: Components must be dimensioned longer than the final assembly by the expected axial shortening (typically 2–20mm depending on material and cross-section). This is not a defect; it is a designed-in process requirement.
- Interface surface preparation: The mating surfaces must be machined square and clean. No plating, anodizing, or protective coating at the bond interface. These inhibit proper plasticization and can become entrapped as oxide films.
- Cross-section matching: Significant mismatches in cross-sectional area at the joint interface create asymmetric heat generation and can result in a cold weld on the heavier section side.
- Flash removal access: If post-weld machining of flash is required, the component design must allow tool access to the weld zone.
Quality Assurance
Friction welding quality assurance follows a fundamentally different approach from arc welding inspection: because the process is machine-controlled and continuously monitored, quality is ensured primarily through in-process control rather than post-weld inspection. Key parameters recorded for every weld include spindle torque profile, axial force during friction and forging phases, rotational speed, burn-off distance, and weld time; any deviation from the qualified parameter range leads to automatic rejection. Post-weld NDE methods, used for procedure qualification and periodic auditing:
| Method | What It Detects | Note |
| Ultrasonic Testing (UT) | Lack of bond, internal cracks | Most effective NDE for friction welds |
| Bend Testing | Joint ductility | Destructive; required for procedure qualification |
| Tensile Testing | Joint strength and efficiency | Destructive; qualification and audit |
| Macro/Micro Examination | Microstructural integrity, zone identification | Cross-section etching; reveals all four zones |
| Hardness Mapping | HAZ softening, zone widths | Critical for PH aluminum alloys and heat-treated steels |
Friction-weld-specific defects to know:
- Lack of bond: The most critical defect, caused by insufficient friction heat or forge pressure. Undetectable visually requires UT.
- Cold weld / gray layer: Oxide film entrapment at the interface, particularly in aluminum. Results from inadequate surface preparation or insufficient burn-off.
- HAZ softening: In precipitation-hardened alloys, unavoidable but manageable. Post-weld aging heat treatment can partially restore properties.
Conclusion
Friction welding is a powerful and efficient solid-state joining process that delivers high-strength, defect-free joints while minimizing distortion and material waste. By understanding how the process works, the different types available, and their respective advantages and limitations, manufacturers can make more informed decisions based on material compatibility, part geometry, and production requirements. Whether applied in high-volume production with rotary or inertia welding, or in advanced applications using linear and friction stir welding, this technology offers a reliable solution for achieving consistent quality and performance. When properly selected and controlled, friction welding not only enhances product durability but also improves manufacturing efficiency, making it an essential method in modern industries such as automotive, aerospace, and energy.
FAQs
Yes. With proper parameter development and sometimes a transition material, reliable joints are achieved regularly in automotive and battery applications. How expensive is friction welding?
Automotive, aerospace, energy, and electrical industries widely use it.
It is used to join high-strength components in industries like automotive, aerospace, and oil & gas.