Mastering air bending is essential for manufacturers seeking precise angles, reduced tooling costs, and maximum flexibility in sheet metal fabrication. Yet many teams still struggle with inconsistent bend results, springback issues, and process inefficiencies. This guide breaks down everything you need to know about air bending (how it works, when to use it, and how to optimize quality) so you can make better production decisions and move confidently into the next sections of this article.
What is Air Bending?
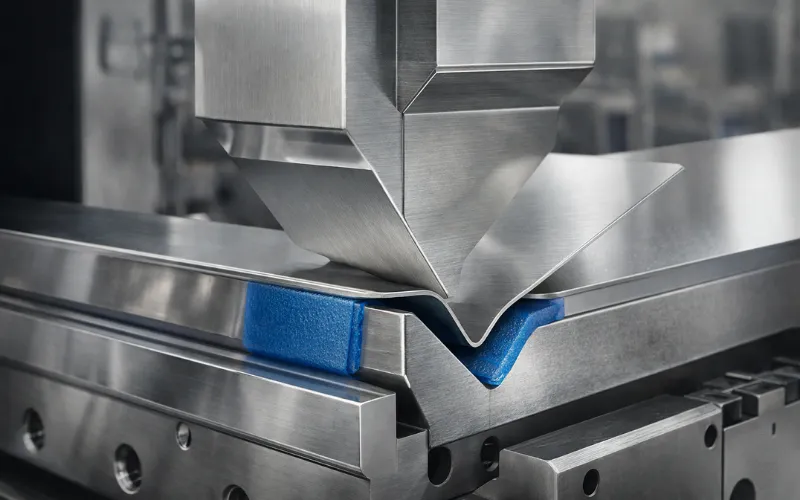
Air bending is a sheet metal bending method in which a press brake, equipped with a punch and a V-die, bends the material without fully forcing it to conform to the die shape. Instead of bottoming out, the process relies on controlled air gaps, where the punch descends to a calculated depth based on the material thickness, the desired bend angle, and the expected springback. By using precise tonnage control, modern CNC press brakes achieve highly consistent, repeatable bends, even across varying materials such as steel, aluminum, or stainless steel.

How Does Air Bending Work?
Air bending allows the sheet to touch only three points (the punch tip and the two edges of the V-die), giving manufacturers tremendous flexibility in forming different angles with a single set of tooling. To help you fully understand how the process works in real fabrication environments, each step below is expanded with additional operational details, accuracy considerations, and practical tips.
Positioning the Material on the V-Die
Before bending begins, the sheet must be accurately positioned over the V-die opening. Proper alignment determines bend location, accuracy, and repeatability. Even slight misalignment can cause cumulative errors, especially in parts with multiple bends.
- Backgauges (manual or CNC) ensure a consistent distance from the bend line
- Larger V-openings reduce required tonnage but increase the bend radius
- Surface cleanliness affects friction and bending consistency
- Operators must ensure the sheet lies flat to prevent twists or uneven angles
- Edge referencing is critical for parts requiring tight dimensional tolerance
Lowering the Punch to Initiate the Bend
The punch descends and begins applying force onto the sheet. Instead of pressing the metal into the die cavity, this initial motion creates a controlled deformation. Smooth engagement prevents slipping and ensures that the bend starts at the correct location.
- Punch speed is usually slower at the start to improve control
- Initial contact forms the neutral axis and begins distributing stress
- Off-center loading must be avoided to prevent machine deflection
- Material type affects how quickly the bend initiates (softer materials deform faster)
- Safety systems (light curtains, hand sensors) activate during this stage
Forming the Bend Through Controlled Penetration
This is the defining step of air bending. The punch continues downward, pressing the sheet toward (but not fully into) the die. The depth of penetration determines the resulting angle, offering far more versatility than bottoming or coining.
- Bend angle is controlled by stroke depth rather than die angle
- Shallow penetration forms obtuse angles; deeper penetration forms acute angles
- One punch/die setup can produce multiple bend geometries, reducing tooling costs
- Material springback is estimated or automatically calculated during programming
- Accurate penetration depth is critical when working with thin or high-strength materials
Accounting for Springback
After the punch withdraws, the metal naturally attempts to return to its original shape. Managing springback is one of the most important (also the most misunderstood) parts of air bending, especially in industries where precision matters (aerospace, medical, electronics).
- Overbending is required to counteract springback; CNC systems handle this automatically
- Higher tensile strength materials (SS304, HSLA, titanium) produce greater springback
- Larger V-openings create more springback due to reduced constraint
- Punch radius significantly impacts final angle; sharper radii reduce springback
- Real-time angle measurement systems detect deviations and adjust instantly
Reaching the Final Bend Angle
The machine completes the bend once the punch reaches the programmed depth, with springback compensation applied. Ensuring that the final angle is consistent across multiple parts is essential, particularly in high-volume production runs.
- CNC crowning compensates for ram deflection on long bends
- Angle sensors confirm the final angle before the punch retracts
- For critical tolerances, operators measure the first piece and refine settings
- Differences in material batches (coil variance) may require recalibration
- Final angle depends on balancing die width, punch radius, and penetration depth
Part Removal and Quality Verification
Once the bending cycle finishes, the part is removed for inspection. This step verifies that the bend meets all mechanical and dimensional requirements before continuing with additional bends or assembly.
- Digital protractors confirm angle accuracy within tolerance
- Inspect bend radius consistency across the part length
- Check for cracks, thinning, galling, or surface damage
- Ensure that the bend allowance and bend deduction match the design intent
- For multi-bend parts, verify that each bend is square and aligned

What Are The Advantages Of Air Bending?
Air bending is widely used in sheet metal fabrication because it offers an efficient balance between flexibility, accuracy, and cost control. By avoiding full contact between the material and the die, this method reduces forming force while allowing operators to achieve multiple bend angles with the same tooling. The key advantages below explain why air bending remains the preferred choice for many fabrication shops and manufacturing applications.
- Lower tonnage required, reducing energy use and machine stress
- High flexibility, allowing multiple bend angles with the same tooling
- Lower tooling costs compared to bottom bending and coining
- Faster setup and changeover through punch depth adjustment
- Compatible with many materials, including steel, aluminum, and stainless steel
- Longer tool and machine lifespan due to reduced forming force
Tools, Machines, and Tooling for Air Bending
Successful air bending depends heavily on choosing the right combination of machine, punch, and die – and configuring them correctly. While air bending is more forgiving than bottom bending or coining, improper tooling or outdated machine capabilities can still lead to angle inconsistency, excessive springback, surface damage, and reduced productivity. Modern fabrication shops are increasingly relying on CNC-controlled systems, precision tooling, and smart accessories to enhance repeatability and efficiency.
Press Brakes
Modern air bending is typically performed on CNC press brakes, which provide precise control over ram depth, bending speed, and force. Compared to older mechanical machines, today’s press brakes are designed to handle variable materials and tight tolerances more reliably.
- CNC press brakes allow precise control of punch penetration depth, which directly determines bend angle
- Servo-hydraulic and all-electric press brakes improve energy efficiency and repeatability
- Multi-axis backgauges (X, R, Z1, Z2) ensure accurate bend line positioning
- Automatic crowning systems compensate for ram deflection on long or heavy bends
- Integrated angle measurement systems enable real-time correction during bending
Punch Types and Selection Considerations
The punch is the primary contact tool in air bending, and its geometry directly affects bend accuracy, inside radius, and surface quality. Selecting the correct punch shape is essential, especially for complex or multi-bend parts.
- Straight punches are used for standard bends and general fabrication
- Gooseneck punches provide clearance for return flanges and complex profiles
- Acute-angle punches are used for sharp bends and narrow geometries
- Punch tip radius influences the inside bend radius and springback behavior
- Hardened or coated punches reduce wear when bending high-strength materials
V-Dies and Die Opening Selection
The V-die determines how the material is supported during bending and has a major impact on tonnage, springback, and bend radius. One of the key advantages of air bending is that a single V-die can support multiple angles, but correct sizing remains critical.
- A common guideline is a V-opening of 6–10× the material thickness
- Wider V-dies reduce tonnage but increase springback and bend radius
- Narrower V-dies improve angle control but increase force and cracking risk
- Precision-ground die shoulders improve consistency and surface finish
- Modular die systems allow quick setup and flexible tooling configurations
Tooling Accuracy and Surface Protection
As quality requirements increase, tooling accuracy and surface protection become more important, especially for cosmetic or high-value parts.
- Precision tooling with tight tolerances improves repeatability across batches
- Polished or chrome-plated tooling reduces surface marking
- Protective die films or urethane inserts prevent scratching on aluminum or stainless steel
- Regular inspection of punch tips and die shoulders prevents angle drift
- Tool alignment systems reduce setup time and human error
Automation and Smart Tooling Trends
Recent advances in automation have significantly improved air-bending consistency, even for less experienced operators.
- Laser angle measurement systems detect the actual bend angle during the stroke
- Adaptive bending software automatically compensates for material variation
- Tool identification systems reduce setup mistakes by recognizing installed tooling
- Offline programming software simulates bends and prevents collisions
- Data logging enables quality tracking and continuous process improvement
Air Bending vs Bottom Bending: Which Is Better?
Air bending and bottom bending are two widely used press brake forming methods, but neither is universally “better.” The right choice depends on production goals, tolerance requirements, material type, and cost considerations. Understanding how they differ helps fabricators select the most efficient and reliable process for each application.
| Air Bending | Bottom Bending | |
| Bending principle | Bend angle is controlled by punch penetration depth | The die angle will define the bend angle |
| Contact with die | Material contacts punch tip and die shoulders only | Material fully contacts the die cavity |
| Required tonnage | Low | Medium to high |
| Tooling requirements | One die can produce multiple angles | Dedicated dies needed for each angle |
| Flexibility | Very high | Limited |
| Springback | Higher, must be compensated | Lower due to full die contact |
| Bend accuracy | Good (±1°; better with CNC sensors) | Higher accuracy and repeatability |
| Setup time | Fast, minimal tooling changes | Longer setup due to die changes |
| Production volume suitability | Low to medium volume, custom jobs | Medium to high volume, repeat jobs |
| Material variation tolerance | Sensitive to material changes | More forgiving of material variation |
| Tool and machine wear | Lower due to reduced force | Higher due to increased forming force |
| Typical applications | Prototyping, enclosures, brackets | High-precision parts, fixed-angle components |
| Overall cost efficiency | Lower overall cost for mixed production | Higher cost, justified for tight tolerances |
Conclusion
Air bending is the backbone of modern sheet metal fabrication thanks to its unmatched flexibility, efficiency, and cost-effectiveness. By controlling punch penetration, understanding springback, and selecting the right tooling, fabricators can achieve accurate, repeatable, and high-quality results across a wide range of materials and industries. Whether you’re optimizing production, training new operators, or developing precise engineering designs, mastering air bending gives you a clear advantage on the shop floor.
FAQs
Steel, aluminum, stainless steel, copper, and brass.
Automotive, electrical, HVAC, aerospace, and general fabrication.
No. One V-die supports many angles.